















Les cuves sont fabriquées sur une ligne d’assemblage selon un processus séquentiel dont les étapes sont les suivantes,
Coupe à longueur des tôles
- Les tôles sont prélevées sur un stockage à plat, à l’aide d’un palonnier à ventouse et sont disposées sur une table à butées pour un cisaillage à la longueur voulue, correspondant à la circonférence déterminée par le diamètre de la citerne.
Cintrage des tôles coupées
- La tôle à longueur est envirolée au diamètre requis sur un équipement à commande numérique permettant de croquer les extrémités automatiquement.
Raboutage des extrémités
- La virole est alors fermée par un cordon de soudure intérieur réalisé au procédé SAW sur une machine spécialisée dite « Rabouteuse »
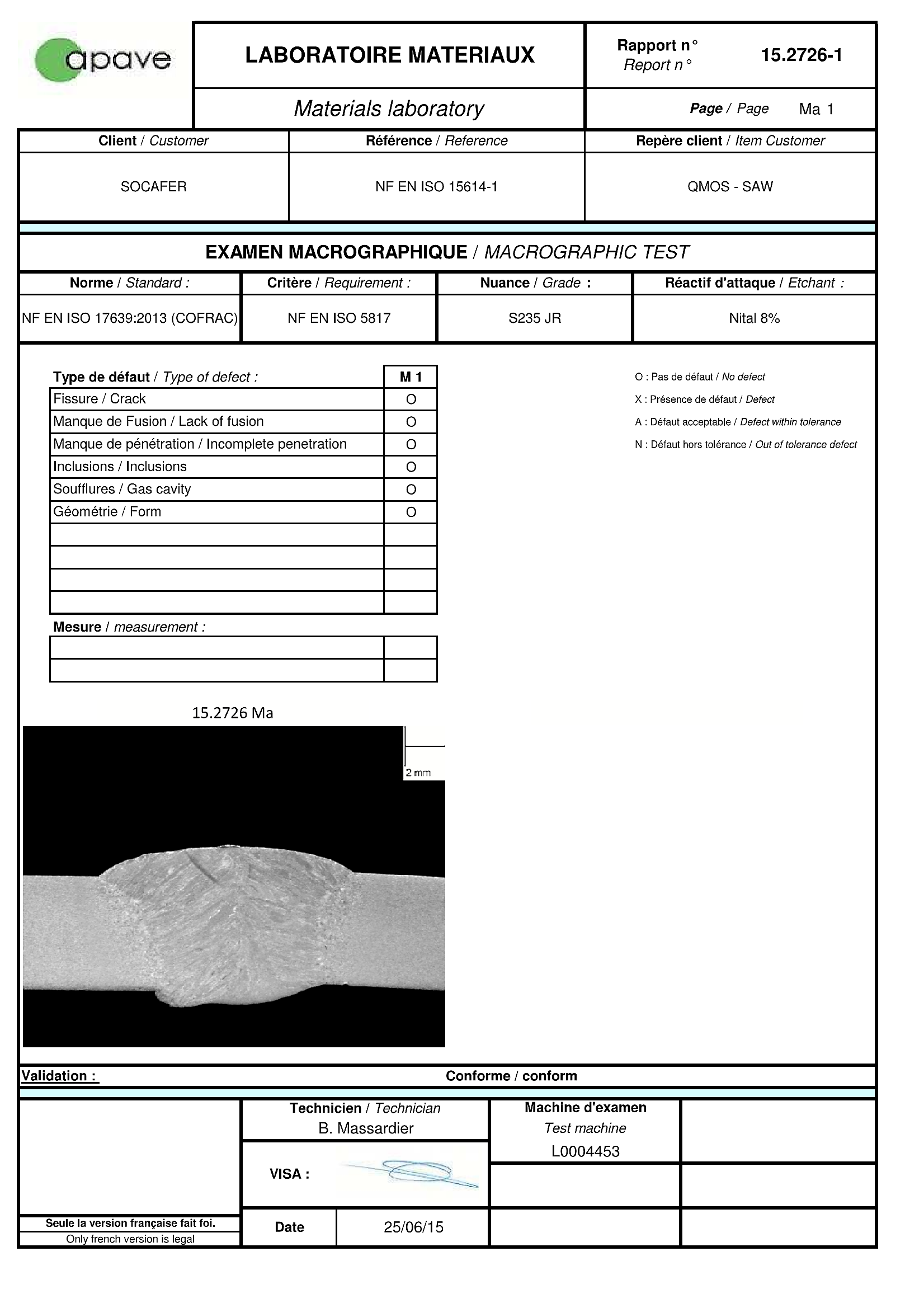{kind=link}
Soyage des bords
- Extraite de la rabouteuse, la virole est alors présentée à une enviroleuse à galets dite « Soyeuse » qui pratique un bord tombé circonférentiel sur une des extrémités, lequel permettra ultérieurement l’emboitage des viroles successives et des fonds bombés.
Accostage des viroles
- L’emboîtement des viroles est effectué sur une ligne d’accostage à l’aide d’anneaux spéciaux qui agrippent chacune des deux pièces et les forcent à l’emboitement par rapprochement sous l’effet de vérins hydrauliques. Un opérateur effectue alors des points de soudure au procédé GMAW pour conforter l’assemblage.
Soudage des joints
- La citerne assemblée est transportée à l’aide du pont roulant et déposée sur des vireurs automoteurs, sous le bras de la potence de soudage. La cuve est mise en rotation et le soudage du joint au procédé SAW, s’effectue en continu. La potence est mobile en translation pour atteindre la localisation de chacun des joints et la vitesse de rotation des vireurs est réglée de sorte à délivrer la vitesse de déplacement tangentiel réclamée par le procédé de soudage.
Tests d’étanchéité des soudures
- Deux tests sont alors pratiqués à ce stade, un ressuage et une épreuve pneumatique.
Travaux de finition, accessoires, piquages
- Si la citerne a vocation à être enterrée, la double peau dont les éléments ont été fabriqués séparément est installée et soudée avec la potence tandis que les trous d’homme et les supports de chambre étanche sont mis en place et soudés manuellement.
Traitement de surface
- Conformément aux spécifications, la citerne subit alors les traitements suivants.
- Un grenaillage en cabine de type SA 2.5 selon la norme ISO 8501-1 à l’issue duquel la rugosité Rz dʼenviron 80 microns est mesurée pour vérification selon la norme ISO 8503-4 . Cette opération s'effectue sous le contrôle APAVE qui délivre un certificat.
- Un revêtement ENDOPRENE en cabine à manipulateur rotatif, déposé au pistolet alimenté par un système mélangeur AIRLESS XP70 GRACO. Un contrôle de l’épaisseur du film sec et des caractéristiques diélectriques est effectué après durcissement avec un équipement électronique adéquat, sous contrôle APAVE qui délivre un autre certificat.
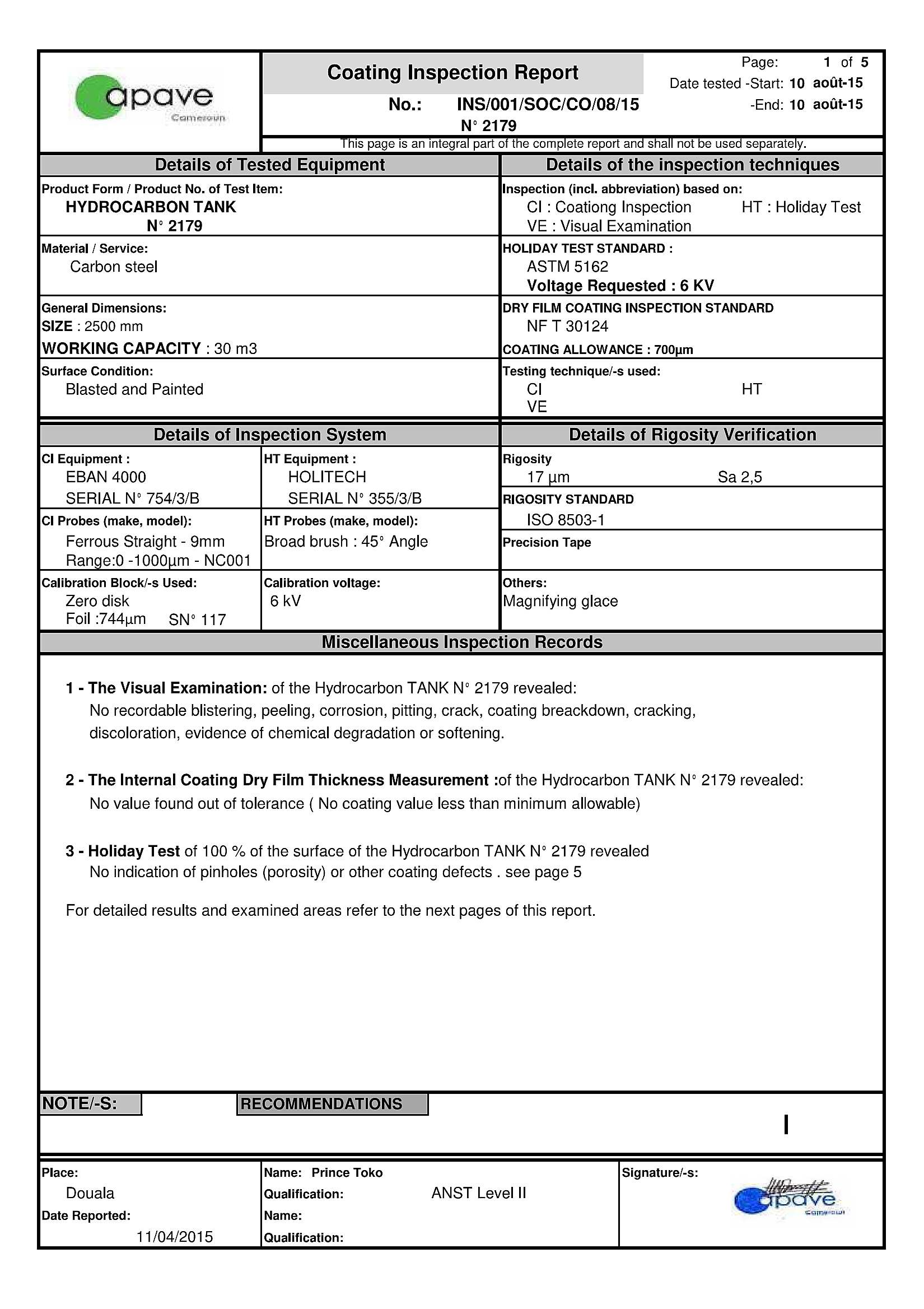{kind=link}
Fabrication et pose du châssis-dalle
- Les citernes à enterrer sont livrées arrimées sur des châssis qui servent de berceaux à la citerne et de ferraillage aux fondations. La fondation en fosse se résume à couler purement et simplement une dalle béton assurant le lestage de la citerne après enfouissement.